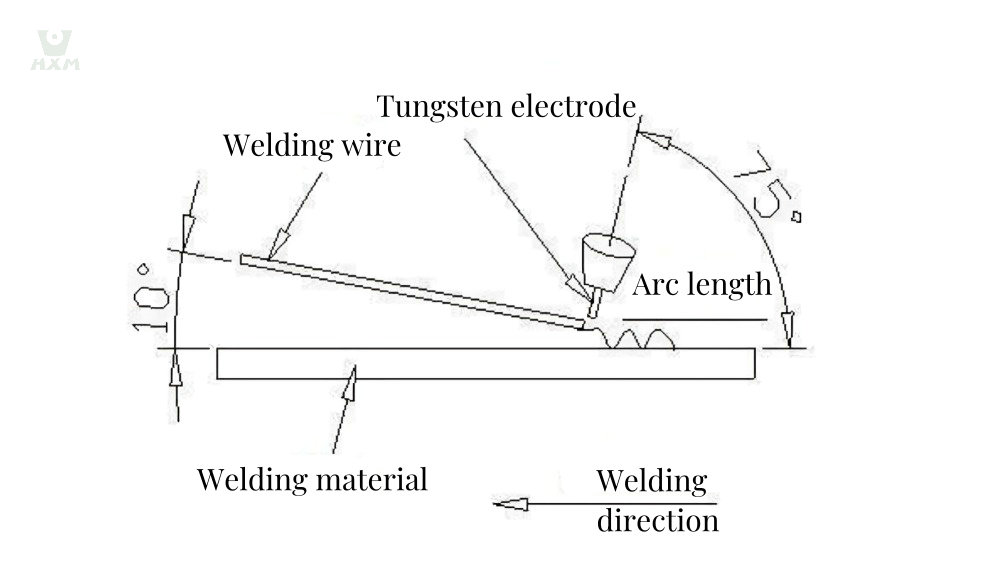
In deze blog gaan we dieper in op de belangrijkste stappen en overwegingen bij het TIG-lassen van roestvast staal. Van de nauwgezette voorbereiding vóór het lassen tot de nauwkeurige uitvoering tijdens het gebruik en de nauwgezette behandeling daarna: elke stap weerspiegelt respect voor het proces en het streven naar kwaliteit. TIG-lassen van roestvast staal is als hoogwaardige lasmethode onmiskenbaar belangrijk bij de vervaardiging van roestvast stalen producten.
TIG-lassen van roestvrij staal is niet alleen een techniek, maar ook een streven naar kwaliteit. Bij Huaxiao Metal zijn we al vele jaren actief in de roestvrijstalen exportindustrie, altijd toegewijd om klanten hoogwaardige roestvrijstalen producten te bieden. Als u vragen heeft, neem dan gerust contact met ons op, wij zijn u graag van dienst.